Cartridge Base To Ogive (CBTO)
The first half of this article focused on the importance of COAL in terms of SAAMI standards, magazine lengths, etc. There is another measure of length for loaded ammunition which is highly important to precision.
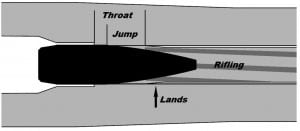
Figure 2. Chamber throat geometry showing the bullet jump to the rifling or lands.
Refer back to Figure 2. Suppose the bullet was seated out of the case to the point where the base of the bullet’s nose (ogive) just contacted the beginning of the riflings (the lands) when the bolt was closed. This bullet seating configuration is referred to as touching the lands, or touching the riflings and is a very important measurement to understand for precision handloading. Due to the complex dynamics of internal ballistics which happen in the blink of an eye, the distance a bullet moves out of the case before it engages the riflings is highly critical to precision potential. Therefore, in order to systematically optimize the precision of his handloads, it’s critically important that the precision handloader understands how to alter bullet seating depth in relation to the riflings.
Part of the required knowledge is understanding how to accurately and repeatably measure the Cartridge Base To Ogive (CBTO) dimension, and furthermore how to communicate this dimension to other shooters. The following material will shed some light on the subtleties, and pitfalls of the various methods available for measuring CBTO.
Why not use CBTO as a SAAMI standard?
If CBTO is so important to the precision capability of rifles, you might ask, “why is it not listed as the SAAMI spec standard in addition to COAL?” There is one primary reason why it is not listed in the standard. This is the lack of uniformity in bullet nose shapes and measuring devices used to determine CBTO.
-
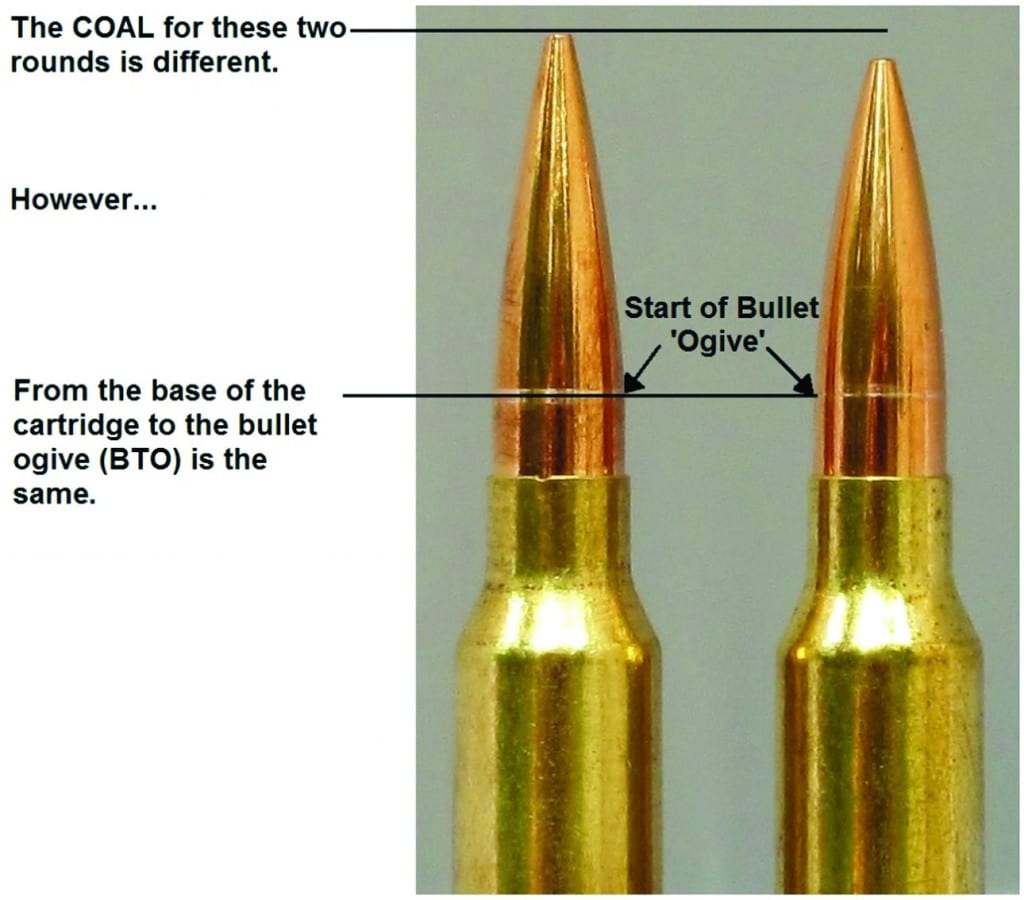
Figure 4. Two different bullet shapes, seated to the same CBTO length, but different COAL. Note the shiny scratches on the bullets made by the comparator tool which indicates a point on the bullet ogive near where the ogive will engage the riflings.
Let’s start by acknowledging the diversity of bullet nose shapes. All noses are essentially a curve that is part of a larger circle. You would think this would make nose shapes fairly consistent. The problem is that the circular arc geometries are different for each bullet design. Even for a given bullet design, tool making is not a precise enough process to make these shapes precisely the same from tool to tool. Add to this the challenge of putting this curve on a surface that is round (like a bullet). Doing this means that the size and location of the curve is influenced by the diameter of the bullet.
When your bullet seater touches the tip of one bullet, the distance to the point on the nose that engages the rifling is fixed. If your bullets have precisely the same nose curve and the same diameter then your CBTO will be very uniform and should easily be able to maintain a +/- .001 tolerance. This is achieved when using good bullets, properly camfered case mouths, and a seater die that does not allow the bullet to bottom out (within the seater die cone) on the tip of the bullet.
Measuring, Recording and Communicating CBTO
There is a vast lack of uniformity in comparators and measuring devices used to determine CBTO. This is a critical point to understand. To measure from the base of the cartridge to where the bearing surface ends on the bullet you must use a gauge that will attach to your calipers and which also goes over the nose of the bullet to touch the point where the bearing surface transitions into the nose curve. We already sorted out that bullets can and will vary in this area (at least from type to type if not lot to lot). This makes it impossible for gauge manufacturers to use one given diameter and shape in there gauges. So there is no standard shape and diameter for gauges. Said differently, gauges can and will vary in both inside diameter and the shape where the gauge contacts the bullet.
There is another reason why these gauges are not standardized. Since bullet nose shapes and diameters will vary, gauge manufacturers know that gauge standardization is impossible. Since this is true the end result is that this measurement becomes a comparison used by one shooter rather than a consistent dimension used by many shooters. Given this fact, they are free to open their tolerances up from gauge to gauge. Anyone who understands tooling knows that it is much cheaper to make a tool with a larger tolerance window.
Some of you might be saying, “Hold on a second, if the gauge can vary then how can anyone use CBTO successfully?” The answers is because since this dimension cannot (or is not) standardized the specific CBTO dimension used by one shooter is critical but this dimension is likely not to match the specific dimensions of a cartridge shot by another shooter. “Huh?” you say? Let me explain.
If you have one gauge and you are shooting one lot of bullets, you have the ability to measure and adjust CBTO to get the most performance out of your rifle. All of the dimensions using your gauge and bullets are meaningful to your rifle. Testing to find the best CBTO is a key part of getting the most precision from your rifle and handloads.
For example, suppose that your CBTO using a 308 Winchester is 2.110”. You take this to the range and it shoots like a house a fire (shoots great). If you call your buddy up and tell him that he should try a CBTO of 2.110” in his rifle he will be grateful until he goes to the range. When your buddy who has a different rifle/chamber, is using a different bullet (type or lot) and different gauge sets up his cartridge to have a CBTO of 2.110” he will expect the same level of performance. But his rifle doesn’t shoot well at this CBTO dimension. You both are puzzled until you try something.
You take your gauge and your bullets over to his house to find out what he has done wrong. The first thing you do is you measure the CBTO of his ammo. This is when you find the first problem. His CBTO is 2.074”. Just as you start to give him a hard time for getting it wrong he pulls out his gauge and measures his ammo again. When he does it with his gauge he gets 2.110”. In this scenario, the difference is due to the fact that your gauges are not the same.
Trying to sort it out further, you decide to load some of your bullets into his cases with his seating die set up exactly the same. Then you should be able to get the same measurement, right? You load one round and take a measurement. With your bullet at his seater die setting your CBTO is at 2.093”. When he measures this cartridge with his gauge he gets 2.057”. What the heck? Now you both are all over the place. This second attempt to get things sorted out is thwarted by the fact that the nose shape of your bullets is different than the nose shape of his bullets. You both decide that this is a waste of time since the variation is so much. How can something that varies so much be important to performance?
This simple answer is that you have to apply it correctly and to your rifle using your own gauge and your own bullets. The first step is to establish the distance from the bolt face to the rifling. How is this done? There are a two most common ways and neither is without difficulties. The most consistent and accurate way is to load a cartridge purposefully long using medium to light neck tension. When you chamber the round and close the bolt the bullet gets pushed into the case. If you slowly open the bolt and remove the cartridge it should be a representation of the distance from your bolt face to where the bearing surface of the bullet engages the rifling. You need to do this several times because with medium to light neck tension the bullet may pull back out of the neck if it is wedged too tightly into the lead angle of the rifling. If you do this several times and come up with the same dimension (within .001) you can call it good.
There are a few things you need to be aware of when using this method. It is important that you use exactly the same bullet each time. Not the same type of bullet or same lot but the exact same bullet. If the neck tension is light enough you should not change the shape when you pull it for another measurement. You also need to measure the COAL to make sure the bullet moved in the first place. You may seat it long thinking that your throat couldn’t be longer than this COAL but find out that when you do this check the bullet doesn’t move at all. This indicates that either the bullet pulled back out when you opened the bolt or the bullet was not out far enough to touch the rifling. The more you do this check the better you will get at doing it well.
The other common way to get this dimension is to use the Stoney Point (or Hornady) Overall Length Gauge. This is a device that allows you to push a case into a chamber that holds a bullet in the neck loosely. After the case is inside the chamber you push the bullet forward with a rod until it stops at the rifling.
-
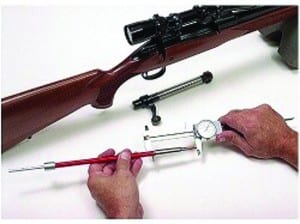
Figure 5. Hornady ‘Lock-n-load’, formally known as the ‘Stony Point Gauge’.
You then tighten a screw into the rod to set the dimension. You remove the device and get either a cleaning rod or small brass rod to put into your muzzle to knock the bullet out of the rifling since there is no neck tension to pull the bullet out.
After you get the bullet out you put it on top of the case with the rod fixed into the locked position. This also gives you a representation of the distance from your bolt face to where the bearing surface of the rifling. However, this method is not typically accurate for two reasons. The first is because the case you use is not fire formed to precisely match your chamber. This means that the end of the case is not likely in the precise location as your bolt face. You can get one of your fired cases fitted to go in the device but this is only good for that barrel/chamber and it doesn’t overcome the other problem with this method.
The other problem is that you can’t fit your calipers directly over the bullet nose and under the middle of the base of the case. Your calipers must be at a slight angle when using this device. This will make the dimension different from when you check a cartridge. It is a method that is better than nothing but it won’t be precisely accurate so you will need to make compensations for these shortcomings. We recommend the first method described.
So now you know the dimension from your bolt face to where your bullet touches the rifling using your bullets and gauge. Now all you have to do is adjust your seating die so that it makes ammo that matches this dimension. At this dimension you are “touching the rifling”. It is from this starting point that you can tune your rifle very effectively (read HERE for Berger’s recommended process to optimize seating depth for precision). Whatever amount you make this dimension longer than this starting measurement is a jam. If the starting dimension was 2.110” and you change it to 2.120” you are using a .010” jam. If you change your dimension to 2.090” you are using a .020” jump (as an example).
The key to this situation is that you find which CBTO shoots best in your rifle using your bullets and your gauge. It will take a bit of effort to get this sorted out especially if you haven’t done it before but I can assure you that once you know and control this dimension accurately you will be able to obtain better performance from your load in your rifle. It is important to remember that you can’t ignore COAL especially if you want to feed through a magazine. However, if you know your CBTO and then find out your COAL is 0.050″ too long to feed through a magazine then you are equipped to decide what to do next. If you must feed through the magazine then you will know for sure that you will have to add 0.050” more jump (make the CBTO 0.050” shorter) to get the cartridge into your magazine. This may or may not affect the rifles performance but at least you will have hard and reliable data from which to make decisions.
Benefits of having a uniform CBTO
There is another aspect to knowing your CBTO when checking your COAL as it pertains to performance. With good bullets, tooling, and carefully prepared cases you can easily achieve a CBTO that varies less than +/- .001” but your COAL can vary as much as .025” extreme spread (or more with other brands). This is not necessarily bad and it is much better than the other way around. If you have a CBTO dimension that varies but your COAL dimension is tight (within +/- .002) then it is most likely that your bullet is bottoming out inside the seater cone on the bullet tip. This is very bad and is to be avoided. It is normal for bullets to have precisely the same nose shape and it is also normal for these same bullets to have nose lengths that can vary as much as .025”.
-

Figure 6. Zooming in on a bullets meplat reveals irregularities which are normal, and prevent consistent COAL measurements.
This variation in nose length typically does not negatively affect performance. The reason this is true is because as long as the nose shape is the same from bullet to bullet, the only way a nose length variation will negatively affect performance is if this variation in length has a significant impact on the outside diameter of the meplat (pronounced MEE-plah) or tip of the bullet. When it comes to Berger bullets we purposefully set our dies so that a variation in nose length has essentially no impact on meplat diameter. The way we do this is proprietary but it is effective and makes normal nose length variation essentially irrelevant.
Summary of Cartridge Base To Ogive (CBTO)
To recap the important considerations regarding bullet seating depth as it relates to CBTO, we can say:
- CBTO is a critical measurement to understand for handloaders because it’s directly related to precision potential, and you control it by simply setting bullet seating depth.
- Tools and methods for measuring CBTO vary, most have pitfalls that you should think carefully about.
- A CBTO that produces the best precision in your rifle may not produce the best precision in someone else’s rifle. Even if you have the same rifle, same bullets, same model of comparator gauges, etc. It’s possible that the gauges are not actually the same, and measurements from one don’t translate to the same dimension for another.
- Once you find the CBTO that produces the best precision in your rifle, it’s important to allow minimal variation in that dimension when producing quality handloads. This is achieved by using quality bullets, tooling, and properly preparing case mouths and necks for consistent seating.
Bryan Litz